
PFA Products: High-Purity, Melt-Processable Fluoropolymer Solutions
As a trusted PFA products manufacturer, we provide a complete range of high-performance Perfluoroalkoxy (PFA) materials. Our PFA products combine the superior chemical resistance and high-temperature stability of PTFE with excellent melt-processability, enabling the manufacture of complex, high-integrity components. From semi-finished PFA rod, tube, and sheet to precision custom PFA molded components, fittings, and valves, our solutions are critical for the most demanding applications in semiconductor, chemical processing, and high-purity food and pharmaceutical industries.
What is PFA (Perfluoroalkoxy)?
PFA (Perfluoroalkoxy) is a high-performance fluoropolymer that is often regarded as a melt-processable version of PTFE. It retains the exceptional properties of PTFE—including outstanding chemical resistance and a continuous service temperature up to 260°C (500°F)—while being capable of being processed using conventional melt-processing techniques like injection molding and extrusion. This makes PFA the material of choice for applications requiring complex shapes that demand the ultimate in purity and performance.
Key Characteristics & Advantages of PFA Materials

Outstanding Chemical Resistance
Resistant to virtually all industrial chemicals and solvents, similar to PTFE, making it ideal for aggressive chemical processing applications.

Extreme High Temperature Capability
Can operate continuously at temperatures up to 260°C (500°F), matching PTFE's superior thermal performance for demanding applications.

Exceptional Transparency & Purity
Inherently transparent and can be manufactured to ultra-high purity standards (semiconductor grade), ideal for semiconductor and pharmaceutical applications.

Superior Creep & Stress Resistance
Superior to PTFE in stress resistance and provides excellent barrier against fluids and gases, ensuring long-term component reliability.

Excellent Non-Stick & Low Friction
Outstanding non-stick properties and extremely low coefficient of friction, perfect for fluid handling and moving component applications.

Melt-Processable Fluoropolymer
Unlike PTFE, PFA can be processed via injection molding and extrusion, enabling complex custom shapes without sintering limitations.
Major Application Sectors for PFA
PFA is the material of choice across diverse industries requiring exceptional performance and long-term reliability

Semiconductor & Ultrapure Systems
High-purity tubing, fittings, tank linings, wafer carriers, and components for chemical handling in cleanroom environments requiring contamination-free materials.

Chemical Processing Industry
Sight glasses, pipe linings, flexible hose, tubing, and vessels for handling highly aggressive chemicals at high temperatures with zero degradation.

Pharmaceutical & Biopharmaceutical
Process equipment components, single-use systems, and tubing requiring sterilization, biocompatibility, and contamination-free operation for drug manufacturing.

Food & Beverage Processing
FDA-compliant food-contact tubing, valves, and fittings for high-purity fluid handling in food and beverage production and processing systems.

Wire & Cable Industry
High-temperature wire jacketing and insulation for aerospace, automotive, and industrial applications requiring extreme reliability and performance.

Laboratory & Analytical Equipment
Precision tubing, fittings, and components for HPLC, analytical instruments, and lab equipment requiring ultimate chemical inertness and purity.
Our Comprehensive PFA Product Lines
Complete PFA solutions tailored to your specific application needs and performance requirements

Semi-Finished PFA Products
High-Purity Stock Shapes for Custom Machining
We supply high-quality semi-finished PFA in the form of rods, tubes, and sheets. These stock shapes are ideal for fabricators who need reliable raw materials for machining gaskets, bushings, liners, valve components, and specialized equipment. Our PFA semi-finished products are manufactured from 100% virgin material, ensuring consistency and performance for your most critical applications.
Available PFA Forms:
- PFA Rods - Various diameters for precision machining and custom parts
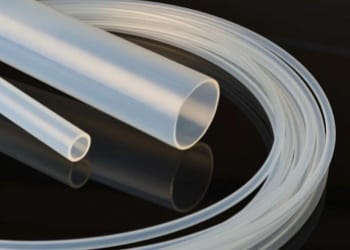
- PFA Tubes - Multiple wall thicknesses for fluid and gas handling systems
- PFA Sheets - Custom thicknesses for fabrication and lining applications
- PFA Stock Profiles - Specialized shapes tailored to specific requirements
- Custom dimensions - Engineered to your exact specifications

Custom PFA Molded Components & Fittings
Precision-Engineered High-Purity Components
Leverage our advanced PFA injection molding and compression molding capabilities for the production of complex, high-precision components. We manufacture PFA fittings, PFA valves, PFA pump parts, and other custom shapes that require the ultimate in chemical resistance and purity. Perfect for semiconductor, chemical, high-purity fluid handling, and pharmaceutical systems.
Component Types:
- PFA Fittings & Connectors - Precision fluid system components
- PFA Valve Bodies & Seats - High-purity fluid control elements
- PFA Pump Components - Impellers, housings, and flow controllers
- PFA Custom Parts - Complex shapes with tight tolerances
- High-purity semiconductor components - Cleanroom-grade production
Why Choose B&C for PFA Products?

Specialized Fluoropolymer Expertise
Over 20+ years of focused experience in high-purity PFA manufacturing and processing with state-of-the-art facilities certified for semiconductor-grade production.

Rigorous Quality Control & Testing
Every product undergoes comprehensive testing to ensure compliance with ISO 9001, FDA, USP Class VI, and international standards for purity and performance.

Complete Customization Capabilities
From virgin material grades to specific geometries and advanced performance requirements, we tailor every solution to meet your exact application needs.

Competitive Pricing & Supply Reliability
Efficient manufacturing processes and established global supply chain enable us to offer premium high-purity PFA quality at highly competitive prices with consistent delivery.

Expert Technical Support & Engineering
Our team provides comprehensive technical consultation, material selection guidance, and engineering support to ensure optimal performance for your specific applications.

Full Compliance & Certification Documentation
Complete certificates of conformance, material certifications, and compliance documentation for FDA, USP, REACH, and other regulatory requirements readily available.
PFA Grades & Compliance Standards
Available PFA Grades
Virgin/Unfilled PFA
Pure 100% virgin PFA offering maximum chemical resistance, transparency, wide temperature range, and purity for demanding semiconductor and pharmaceutical applications.
Glass-Filled PFA
Enhanced mechanical properties with improved rigidity, wear resistance, dimensional stability, and thermal conductivity for structural applications.
Specialty PFA Compounds
Custom-formulated PFA grades including ESD-dissipative, UV-stabilized, and other specialized formulations for unique application requirements.
FDA/USP Class VI PFA
Certified high-purity grades specifically engineered for pharmaceutical, semiconductor, food contact, and biomedical applications with zero extractables.
Compliance & Standards

Quality Management System Certification

Standard Specification for PVDF Fluoropolymer Resin

Food Contact Compliance for PVDF

Biocompatibility Testing for Medical Applications

Environmental & Chemical Compliance Requirements

Flame Retardancy Certification
PFA vs Other Fluoropolymers - Performance Comparison
Understanding where PFA excels among high-performance fluoropolymer materials
| Property | PFA | PTFE | ECTFE | FEP |
|---|---|---|---|---|
| Chemical Resistance | Superior | Superior | Very Good | Very Good |
| Temperature Range | -200°C to +260°C | -200°C to +260°C | -40°C to +200°C | -200°C to +204°C |
| Melt Processability | Excellent | Poor | Excellent | Excellent |
| Mechanical Strength | Very Good | Moderate | Good | Moderate |
| Transparency | Excellent | Very Good | Good | Excellent |
| Purity/Extractables | Superior | Very Good | Good | Good |
| Cost | Moderate-High | High | Moderate | High |
| Machinability | Excellent | Excellent | Very Good | Good |
Common PFA Applications & Industry Solutions

Semiconductor Manufacturing
Ultra-pure tubing and fittings for high-purity water delivery and chemical process systems in cleanroom environments

Chemical Processing
Corrosion-resistant piping, tubing, and fittings for handling aggressive chemicals at elevated temperatures

Pharmaceutical Manufacturing
Biocompatible components for drug manufacturing and biopharmaceutical process equipment

Food & Beverage Processing
FDA-compliant tubing and components for high-purity fluid handling in food production systems
Aerospace & Wire Industry
High-temperature wire jacketing and insulation for extreme reliability applications
Laboratory & Analytics
Ultra-pure tubing and components for HPLC, analytical instruments, and research equipment
Frequently Asked Questions About PFA
Expert answers to help you choose the right PFA material for your application
What exactly is PFA and how is it different from PTFE?
+PFA (Perfluoroalkoxy) is essentially a melt-processable version of PTFE. Both materials offer superior chemical resistance and thermal stability up to 260°C. The key difference: PFA can be processed via conventional injection molding and extrusion techniques, while PTFE cannot. This makes PFA ideal for producing complex shapes without the limitations of sintering. For maximum purity and extreme applications, PTFE is preferred; for complex parts requiring melt-processing at high purity, PFA is the ideal choice.
Why is PFA superior for semiconductor applications compared to other fluoropolymers?
+PFA excels in semiconductor applications due to its ultra-high purity (available in semiconductor grade), transparency, exceptional chemical resistance, and low extractables. It can be processed to achieve cleanroom-grade purity standards required by semiconductor manufacturing. Available in FDA and USP Class VI grades, PFA maintains contamination-free performance in ultra-pure water systems, chemical delivery, and wafer processing equipment where even trace impurities could damage wafers or compromise yield.
What temperature range can PFA handle safely?
+PFA maintains continuous operation from -200°C (cryogenic) to +260°C (+500°F), matching PTFE's exceptional temperature range. For short-term excursions, it can handle slightly higher temperatures. This extremely wide temperature window makes PFA suitable for deep cryogenic applications through extreme high-temperature processes. For specific applications near temperature extremes, consult our technical team for guidance on material grade and design considerations.
Is PFA safe for food contact and pharmaceutical applications?
+Yes, absolutely. PFA is FDA-approved for food contact (CFR 177.3720) and available in USP Class VI grades for pharmaceutical and biomedical applications. Virgin, unfilled PFA with no additives is completely inert, chemically stable, and biocompatible with zero known extractables. We provide comprehensive certifications, material certifications of conformance, and compliance documentation for all food-grade and pharmaceutical-grade PFA products.
Can PFA be welded, bonded, or joined easily?
+Due to its inert surface properties, PFA is difficult to chemically bond. However, mechanical joining methods work reliably: threading, mechanical interlocking, compression fittings, and fasteners are all effective. Specialized high-performance adhesives and surface treatments are available for specific applications. Ultrasonic welding is possible for thin PFA components. For critical joining applications, consult our engineers to develop the optimal joining solution.
What is the difference between virgin PFA and filled PFA compounds?
+Virgin (unfilled) PFA offers maximum chemical resistance, exceptional transparency, full temperature range capability, and ultimate purity for semiconductor and pharmaceutical applications. Filled PFA—such as glass-filled or carbon-filled formulations—slightly reduces maximum temperature but provides enhanced mechanical strength, improved wear resistance, better thermal conductivity, and superior dimensional stability. Choose virgin PFA for maximum purity, chemical compatibility, and transparency; choose filled PFA when you need enhanced mechanical properties.
Which industries use PFA most extensively?
+Major industries utilizing PFA include: semiconductor manufacturing (ultra-pure systems), chemical processing (corrosion-resistant equipment), pharmaceuticals and biopharmaceuticals (process components), food and beverage (FDA-compliant systems), wire and cable (high-temperature insulation), laboratory and analytical equipment (HPLC tubing), and oil and gas. PFA's unique combination of melt-processability, chemical resistance, thermal stability, purity, and mechanical properties makes it ideal for these demanding, performance-critical sectors.
